Did you ever calculate the value of the samples you put through your evaporator? In many cases, the value of a month’s throughput is more than the value of the instrument itself. We’re not talking about the value added by the evaporation step, but all the value added up to now in getting the samples this far.
Why is this figure important? Because if your evaporation step were to damage your samples, and you had to remake them, this is how much money you would be throwing away.
Now, there’s no reason why you should do anything to damage samples in your evaporator, provided you use it correctly. The point we’re making, though, is that your primary focus must be to get your samples through the process intact, and uncompromised.
Getting them dry fast should be the second, not the first, priority.
Here we’ll be dealing with the various aspects of sample protection, and the things to watch out for.
What could go wrong?
There are four main ways in which a sample could be damaged in a centrifugal evaporator if the correct precautions are not taken:
Overheating
Cross contamination
UV damage caused by heat lamps
Unintended evaporation of the actual compound
You might add “over drying” but in fact this is rarely a source of actual damage, it simply makes re-dissolving the solid more difficult afterwards.
We’ll deal with each of these problems in turn.
Preventing exposure to damaging Ultra Violet Light
This is the simplest of all to deal with, so we’ll cover it first.
There are three ways to prevent UV exposure in a Genevac system.
The first and least helpful is not to use the Coolheat™ lamps at all. This extends runtimes hugely, however, and so is definitely not recommended.
The next is to use “shrouded” sample swings. Thus, your samples are enclosed in a light tight box. The fact that the samples are sheltered from the air currents inside the chamber means that drying is up to 10% slower. Though these swings are available, this approach is also not really recommended as there is a far better way (see below).
“Cool Heat Shades”
If your compounds are (or might be) sensitive to UV, Genevac have a couple of window options for preventing the UV portion of the light from the Coolheat™ lamps from ever reaching your sample.
The standard window glass placed between the Coolheat™ lamps and the chamber will block out all frequencies up to 330nm (*) Then if this is not good enough there is an optional special glass, which blocks out frequencies up to 550nm (*). This special glass may be retrofitted to existing systems or ordered with a new system.
(*) Independent test data, not manufacturer’s figures. Tests carried out by the National Physical Laboratories, in the UK.
Prevent Overheating of Samples
In many cases, users prefer not to heat their compounds above 40-45 oC. Yet for rapid drying the system must feed a lot of heat into the samples while the solvent is being removed. Most modern evaporators (including Genevacs) do this using infrared lamps.
When the sample dries, there is no longer a flow of heat out of the sample, but if the lamps are still on, heat is still flowing in. This can cause the sample temperature to rise far above safe temperatures.
Happily, Genevac’s SampleGuard™ system protects against that. Heat is applied only as much as is safe, by controlling the sample holder at the chosen maximum temperature.
On systems without SampleGuard™, the only safe way to use the heat lamps is to turn them off well before the samples are dry, so that heat is never applied in an uncontrolled fashion to samples which have no solvent present. This has two significant drawbacks.
You need to already know the likely “with lamps” runtime before you can adopt this approach safely, which will mean “practising” on a dummy solution containing no valuable compounds
Once the lamps are turned off, the final part of the run happens slowly. Extremely slowly if the solvent is a high boiling point solvent such as DMSO.
Additionally the temperature control system allows newer Genevac systems to automatically determine the end of the drying run and hence to stop when samples are dry.
All Genevac systems have temperature control.
If you would like to know more about Genevac’s sample guard system, or if you would like some additional training/advice on using it, please contact your Genevac sales rep or email applications@genevac.com .
Leochimica Laboratories were founded in 1980, and are at the cutting edge of research into newmethods for environmental analysis. Working in a range of areas under the heading of Environmental Analysis, they cover food toxicology, beverages, occupational hygiene and safety. Working with academic partners, Leochimica seek to continually improve their analytical methodology, to the benefit of all.
This paper follows their evaluation of a new technology, the SampleGenie™, which enables largevolumes of solvent to be concentrated directly into a 2ml GC vial. If this technology proves suitable it can be used to eliminate transfer of samples between vessels at the concentration stage, and so can help to eliminate potential sources of loss, common to all laboratories.
SampleGenie
SampleGenie is a device consisting of a glass funnel which has a small vial sealed to the bottom creating a vial with a much larger volume. The SampleGenie and vial assembly (Figure 1) is designed to be used in a Genevac evaporation system and used to concentrate the large sample directly into the small vial eliminating the need to transfer samples between vessels after the concentration stage. A range of volumes are available, 60ml, 120ml, and 200ml. Due to the costs of the precision with which the SampleGenie is made, the parts are re-useable, therefore a key consideration is cleaning of the flask, and the elastomeric material which forms the seal between flask and vial. This study considers these issues, and evaluates the recoveries of a number of analytes when using the SampleGenie system.
Figure 1 – SampleGenie
Selection of systems shown with arrangement sketch below.
Key Dark blue – flask
Red – seal Light blue – vial
Green – adaptor
Evaluation of the SampleGenie
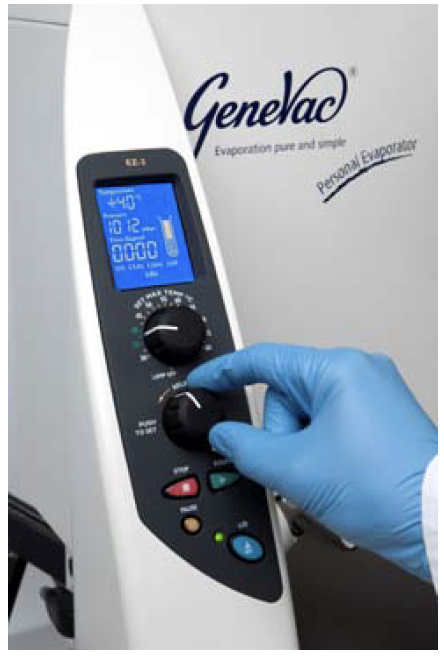
The SampleGenie was evaluated using a Geneva EZ-2 evaporation system (figure 2) to determine the recovery ofPolycyclic Aromatic Hydrocarbons (PAHs) and pesticide analytes following concentration from a large volume ofsolvent. The recoveries were compared to the current methods used. The “memory” effects of reusing the SampleGenie components were also evaluated.
Methodology
Standards of PAH mixture, Pentachlorobenzene and Hexachlorobenzene were prepared in two different solvents, Hexane and Dichloromethane (DCM). The concentration of these analytes (when concentrated from 50ml to 1ml) was calculated to be 0,1 mg\l PAH, 0,123 mg\l Pentachlorobenzene, 0,098 mg\l Hexachlorobenzene. A 50ml aliquot of each solution was transferred to a 60ml SampleGenie containers and to 60ml glass ASE vials.
Figure 2 – Genevac EZ-2 Evaporator
Hexane Solution Concentraiton
Batches of 6 ASE vials (3 per holder) containing the standard hexane solution were evaporated by EZ2 at a constant pressure of 75mbar. The method was programmed to run for 1 hour, this being the standard method which concentrates the sample but does not run to complete dryness. To achieve a final volume of lower than 1ml the same method was used and paused every 10 minutes so to stop when the desired volume was reached. 10 to 20 minutes are normally sufficient.
The same condition of a 75mbar constant pressure were used for the samples in the 60ml SampleGenie system (4 sample into each holder). The evaporation method was allowed to run in automatic mode, where the system determines the end of the method. The SampleGenie system has special adaptor which insulates the vial and thereby all but stops concentration of the sample in the vial. Under this condition the EZ2 ran for just over 1 hour before the stopping automatically, leaving a residual volume of approx 1ml in each vial. DCM Solution Concentration
Batches of 12 (6 in each holder) samples in ASE tubes, each containing 50ml of the standard solution in DCM, was performed by running a program ramping pressure from 600mbar to 200mbar in 15 minutes, followed by a further 10 minute ramp from 200mbar to 150mbar and then holding at 150mbar. After 90 minutes, the system was paused and the residual volume in the ASE tube was checked, the run continued but was paused every 10 minutes and the vials inspected so not to go to dryness. The result was that an approx. 1ml final volume was achieved after two hours.
The comparative method in the SampleGenie vials was not done at a later stage, the results follow as partof the long term evaluation.
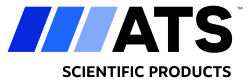
The recoveries in each vial were determined by GC-MS analysis, the results are shown below intables 1 to 3.
Table 1 – PAH and Pesticides recoveries determined by GC/MS after 50 ml hexane standard evaporated in ASETUBES.
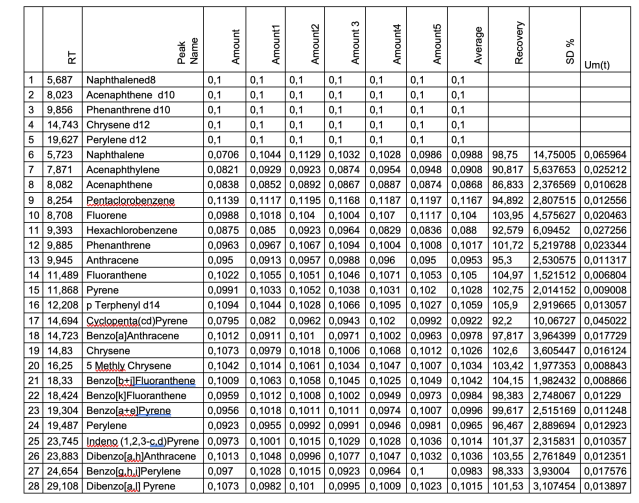
Table 2 – PAH and Pesticides recoveries determined by GC/MS after 50ml hexane standard evaporated in SAMPLE GENIE.
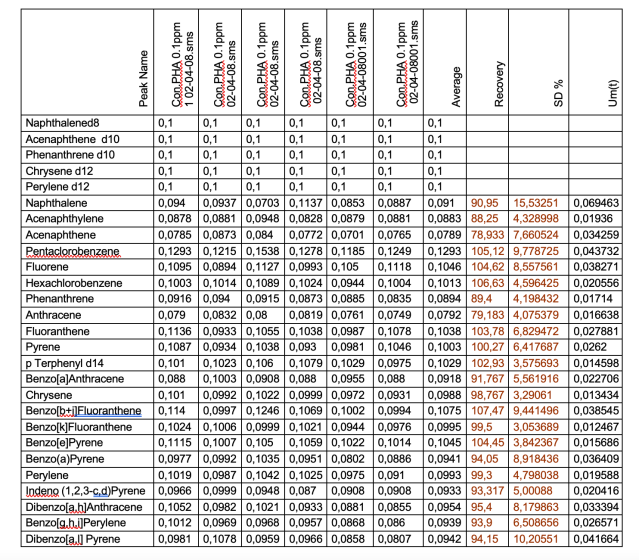
Table 3– PAH and Pesticides recoveries determined by GC/MS after 50 ml DCM standardevaporated in ASE TUBES.
Observations
The EZ2 & Sample Genie performed the concentration of standard solution in Hexane very well; therecoveries are highly consistent and reproducible.
The comparison Sample Genie and ASE tubes shows that both these containers are suitable for methods of evaporation at low final volume, however, SampleGenie permits use of the automatic end run, and leaves the sample in the analytical vial ready for GC-MS analysis injection which is a considerable worksaving.
SampleGenie did not exhibit neither cross contamination effect, nor memory effect. However, it was noted that colour leached from the black elastomer which formed the seal between flask and vial. Inthis case is did not affect our analysis, but may in other cases.
Long Term Evaluation
The above samples were used again to check the intra-run reproducibility after a significant amount of time had passed, 2 months in this study. A new seal material had also been developed which was alsoassessed, a low leachable white fluoroelastomer.
Methodology
Standards in hexane and DCM were prepared as before and six samples (three in each holder) wereplaced in the SampleGenie and evaporated as before, in each case the system was allowed toautomatically stop. The hexane samples took approx. 1 hour 20 minutes to stop, leaving approx. 1ml in the vial. The DCM solution took approx. 3 hours to stop, again leaving approx. 1ml in the vial.The samples were analysed by GC-MS and are shown below in tables 4 & 5.
Table 4 – PAH and Pesticide recoveries determined by GC-MS from hexane standard evaporated in SampleGenie
Table 5 – PAH and Pesticides recoveries determined by GC-MS from DCM standard evaporated in SampleGenie
Conclusions
The EZ2 and the SampleGenie performed the concentration of the hexane and DCM standard very well.Recoveries are highly consistent and reproducible, also for very volatile analytes. The “Inter run” comparison of the hexane Standard Solution evaporation confirms the excellent reproducibility and performances of the EZ2 using the SampleGenie even in different seasons (part 1 was developed inwinter while Part 2 was developed in spring).
The comparison SampleGenie and ASE tubes shows that both these containers are suitable formethods of evaporation at low final volume. The advantage of the SampleGenie is that it permits use of the automatic end of run, and leaves the sample in the analytical vial ready for GC-MS injection.
The new seals tested, the first made of a white Viton® material while the second being a whiteperfluoro-elastomer, were tested. These septa didn’t exhibit the same release of contaminants observed when we had been using the black Viton seal. Even after 20 cycles of reuse results were acceptable.
The throughput of the system comprising the EZ2 and the SampleGenie is lower than the one achieved by using ASE tubes: 8 samples compared to 12 and the concentration times is a little longer for the SampleGenie. Nevertheless the SampleGenie offers the advantage of elimination of the need to transfer the residual volume from the ASE tube to the analytical vial. This delicate step requires working time and may decrease recovery. The balance of these advantages and disadvantages is generally in favour of the SampleGenie, particularly for use with delicate assays.
Many solvent evaporators are routinely sited inside fume extraction hoods because residual solvent vapour, remaining in the chamber at the end of a run, can expose the operator to unwelcome, and potentially harmful, odours when the system is opened.
In many cases these situations can be improved significantly by simple changes in programming .
“Odour reduction” adds a repeated vent and vacuum cycle to the end of a method, which purges the evaporation chamber of residual solvent vapours. Utilisation of this function may enable the evaporator to be sited on the open bench rather than taking up valuable fume hood space.
Why does it smell ?
The first thing we need to understand is why a solvent smell is present if the samples are dry and the system has caught all the vapour in the condenser. We’ll explain this by walking through a typical scenario on a Genevac HT systems.
The solvent in this case is pyridine. The smell is overpowering and exposure to it has unpleasant implications.
We finish the drying run at full vacuum and the samples are dry. The run is almost over, and we have pulled as good a vacuum as we can in the chamber. Because any air in the chamber was chased out long ago, and because the system does not leak, the only gas present in the system is pyridine. At ‐45 deg C (condenser temperature) the vapour pressure of pyridine is approx 0.3mbar, so the pressure will not have fallen below that figure.
When the run ends we vent the chamber. We effectively let in 999.7mbar of air, as the total pressure in the chamber is now 1 atmosphere, and we have a mixture of 1 part pyridine to every 3000 parts or air. That is easily enough for a noticeable small when the door/lid is opened.
How else could we have done it ?
When the run is over, instead of ending there, we can add a few more program stages.
First, we vent the system to 50mbar. This dilutes the pyridine 150:1 with air. Importantly, at 50mbar the BP of pyridine only rises to 37 deg C, not high enough to cause condensation on the walls of the chamber.
Then we link to another stage that heads back down to 1 mbar. When we get back down to this pressure, the pyridine will have a boiling point of approximately ‐28 deg C, so the liquid in the trap will stay liquefied. The atmosphere in the chamber is now 1 part pyridine per 150 parts air.
If we then end the run, by letting in another 999mbar of air, the concentration will be pretty much 1 part per 150,000.
If that is not good enough, we can repeat the cycle again. Vent up to 50 mbar (no higher or we might get condensation), pull down to 1 mbar, then end the run and vent fully. This could get the concentration when the door opens down to 1:7,500,000.
Additional vent cycles can be added until the required dilution is achieved.
What about other solvents ?
For each solvent, in order to prevent condensation in the chamber and condenser reflux, the ideal pressure values are different. As a general rule, volatile solvents may be vented up to 100mbar, higher BP solvents may need to be restricted to 20mbar. If you are unsure what settings to use please contact the Genevac applications dept. (applications@genevac.com) for advise on your specific solvent(s).
What about other Genevac evaporator systems?
The EZ2 and Rocket evaporators from Genevac both feature an optional “Reduce Odour” function on each method which automatically adds repeated vent and vacuum cycle to the end of a run.
Simply highlight the required method, select Reduce Odour, then chose from the available options: ↑ 100 mbar for low boiling point solvents,↑ 50 mbar or ↑ 20 mbar for higher boiling point solvents (NB. Only setting options appropriate for the selected method are available). Experimentation may be required to find the most effective settings for specific solvents, again please contact the Genevac applications department if you need any advice.
Scientists working at the Great Lakes chemical company site in Manchester, UK have an interestingapproach to new product development. As well as developing their own new products, they are also responsible for analyzing their competitor’s products too. This branch of the giant US-owned company specialises in the manufacture of polymer additives and the analytical laboratory in Trafford Park, as well asproviding analytical services to R&D and manufacturing, specialises in de-formulating their rivals’ products.
Manufacturers use polymer stabilizers to protect a variety of products from premature fading— from outdoor seats to steering wheels to the colourful fibres used in carpets and upholstery, clothing and ropes. Theyare also incorporated into polyethylene pipes used for water and natural gas transmission to assurelong-term stability. Modern complex additives can help manufacturers keep their plants cleaner and safer, simplify processes, and boost efficiency by compressing several additives into precisely calibrated granular mixtures.
Plastics are now replacing metals at a faster pace than ever before. One reason is that special polymerstabilizer additives such as the antioxidants and UV stabilizers produced by Great Lakes can give newpolymer compounds many of their important higher performance characteristics. Such additives can extend the life of plastics and increase their range of use by helping plastic maintain its strength and colour consistency.
Every day we come into contact with many products that include polymers as they are the basis of all plasticarticles, including laboratory microplates, pipette tips, casings and housings, computers, and packaging. Polymer stabilizers, including antioxidants and UV stabilizers, are an integral part in the success plastic plays in our daily lives. They are added in small amounts to protect plastic performance by preventing loss ofmechanical strength, cracking, crazing, yellowing, and loss of gloss due to day-to-day exposure to air, heatand light.
The two main groups of stabilizers are Antioxidants and UV Stabilizers and these can sometimes be combined in to one additive. In every case the properties of each additive are closely matched to the stability and performance characteristics desired from a specific polymer. For example, phthalate esters are often used as plasticizer in laboratory plastic ware, but can leach from the surface if exposed to certain solvents, so materials must be carefully selected for each application.
The antioxident additives are a family based on phenolic resins with long chain aliphatic side chains. Theseare known as “hindered” phenolic resins Applications for hindered phenolic antioxidants include, polyethylene, polypropylene, ABS, polyester, polyamide, rubber, PVC, and styrenes. Within this broad range there are products suitable for specialist applications such as a metal deactivator for wire and cable and aphenolic antioxidant for polyurethane fibre.
The job of the analytical unit at Great Lakes is to find out what type of compounds their competition are using and to compare them with their own products. The problem with these polymer additives is that they are resistant solid granules that do not easily lend themselves to analysis. The process starts with treating the granules with toluene or another suitable solvent. After agitation on a heater/stirrer the additives should all be in suspension or dissolved in the toluene. The solids are separated and the supernatant is then treated according to which additive is being studied. An evaporation step then occurs which was formerly done on a rotary evaporator, but is now performed on a Genevac EZ-2 Plus Personal Evaporator. TheEZ-2 allows the speedy and safe removal of the toluene in a closed chamber. Thanks to the built inrefrigerated cold trap, the EZ-2 captures 98% of the toluene vapour in the condenser and the rest in the catch pot, which is attached to the vapour output. This is a big advantage of the EZ-2 over the old way of working where toluene vapour was continually exhausted into the fume extraction system. In addition, because the EZ-2 is a closed system under vacuum, it presents little or no inflammability risk.
The dry residue is then prepared for reverse-phase chromatography using acetonitrile / formic acid, sometimes with TFA as a modifier, leading to analysis by UV or mass spectrometry. The chromatograph collects fractions into tubes for subsequent analysis. The solvent can again be removed using the EZ-2, which will accept blocks from the fraction collector rack or individual tubes according to preference.
David Clayton, senior analytical chemist in the polymer stabilizers laboratory, says: “What I can now do in 2 ½ days would have taken me seven weeks on a rotary evaporator. This lab is low on manpower, but high on equipment so the EZ-2 fits in well. I particularly like the fact that all the waste solvent is contained and I can supervise its safe disposal. The automatic nature of the EZ- 2 is also nice, the way you can place your samples, start the machine and leave it unattended knowing your samples will be safely dried when you come back. I don’t have to stand there and supervise the evaporation process, so I can get on and do moreproductive work in the instrument suite. As we are only a small team, that’s really important”
This combination of enhanced productivity and increased safety with toxic or flammable solvents has madethe EZ-2 the solvent removal system of choice for many chemistry laboratories around the world sinceit was launched two years ago. The application of the centrifugal evaporation technique to polymer chemistry is a particularly good fit due to the large volumes of organic solvents used in the study of these useful andfascinating materials.
You can find more information on Genevac, The EZ-2 Evaporation system and other applications on thewebsite www.genevac.com
By: Ngaio Richards, Steve Lancaster, Sarah Hall, Karen Scott
Introduction
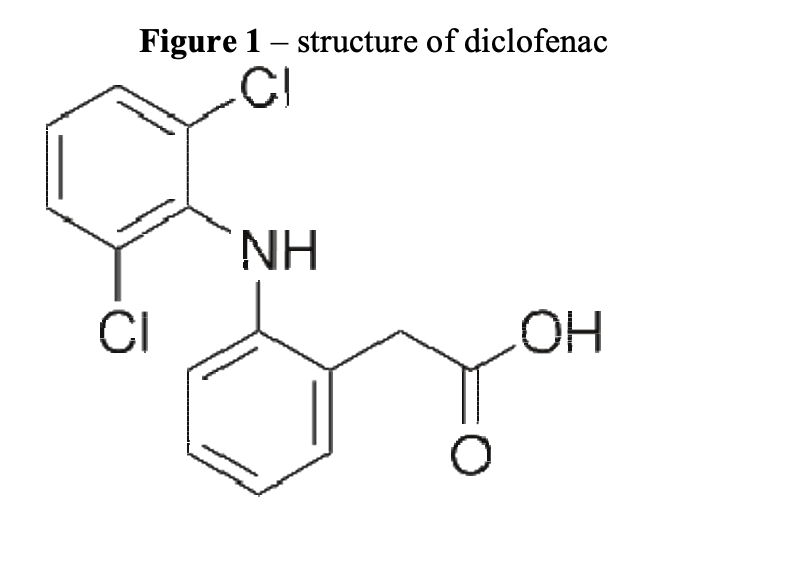
Diclofenac (Figure 1) is a non-steroidal anti- inflammatory drug (NSAID) that is extensively used to treat pain and reduce inflammation in humans and animals. Other commonly encountered NSAIDs include ibuprofen and aspirin. First introduced as an analgesic and anti-inflammatory agent for humans in the 1970s, it was in widespread use in veterinary medicine by the 1980s1.
Diclofenac was registered for veterinary use on the Indian subcontinent in the mid to late 1990s 2,3. Here, livestock animals are often used as working machines, and diclofenac was regarded by veterinarians and farmers as a “wonder drug” because of its evident benefits very quickly after dosage. The drug’s effectiveness, however, arises from its abatement of the symptoms rather than the root cause of the impairment. Multiple administration is often necessary, especially in elderly ailing animals, where nature eventually takes its course!
Traditionally, livestock carcasses on the Indian subcontinent have been left out by the millions for scavengers, particularly vultures, to consume. Over the last decade several species of the vultures that were the primary consumersof these carcasses face extinction, with diclofenac residues in the livestock carcasses implicated in the cause4. Despite the introduction of various regulatory measures to prevent further manufacture of diclofenac within and import intothe Indian subcontinent, the concern remains that stockpiles exist and formulations are still available from nearby countries such as China and Tibet where the manufacture of veterinary diclofenac is legal5. Although clinical trialsidentified the NSAID meloxicam as an effective and safer alternative to diclofenac6,7 it remains more expensive and is therefore not as popular.
The discovery that diclofenac was available for veterinary use in some parts of Africa in 2007 raised concern for those with an interest in the conservation of Africa’s already imperilled vultures and other susceptible avian species. These worries are not confined to diclofenac only. According to a survey of captive facilities; exposure to carprofen, flunixin,ibuprofen, ketoprofen and phenylbutazone may also adversely affect avian species8. Given that NSAIDs are registered worldwide for administration to livestock animals, it is critical to be able to monitor for their presence in the environment, in the carcasses of animals available to any vulnerable species, and in the latter themselves. Most conventional methods of diclofenac detection still require extraction of the drug residues from the tissues of the dead bird or livestock animal. These samples must be in sufficiently good condition for analysis, therefore retrieval as soon as possible after death is critical. However carcasses, particularly those in remote locations, may not be foundfor days, weeks or months, during which time they can be subjected to extreme environmental conditions. Given these factors, a method which could detect residues in the more long-lived keratinous matrices was deemed useful for long-term monitoring and conservation work.
To address this, an alternate technique was developed to identify diclofenac residues in vultures and livestock animalsby GC-MS (published elsewhere). A preliminary multiscreen method for the simultaneous detection of carprofen, diclofenac, flunixin, ibuprofen, ketoprofen and phenylbutazone was also developed to address the dearth of residue detection methods for the other NSAIDs of concern. The diclofenac detection method was tested using vulture feathers, human hair and nails for eventual application to the analysis of talons, beaks, hooves and bones.
The method was developed principally for dissemination to African laboratories working with Foundation forAnalytical Science & Technology in Africa (FASTA) and particularly to the chemistry laboratory of the Jomo Kenyatta University of Agriculture & Technology (JKUAT) in Nairobi, Kenya. The intention is that the method be routinely used in wildlife forensic investigations both to ascertain the cause of death of African vultures and to evaluate presence or absence of diclofenac and NSAIDs of concern in the agricultural environment. FASTA is a charitable company that was established to support scientific education, analytical research and the preservation of the environment in Africa viacapacity-building and technology transfer.
This paper reviews the development of this methodology, the technical challenges faced, with emphasis on sample preparation, and the role of the miVac sample condenser in increasing the overall efficiency and reliability of the method and its validation.
Development of a method to detect diclofenac in hair, nail and feather samples
The development of the diclofenac detection method required extensive stepwise preliminary trials, namely:assessing its solubility and stability in various solvents, selecting a derivatising agent, optimising derivatisation, establishing instrument sensitivity and testing the extraction process. All sampleswere dried down at 40ºC and reconstituted with derivatising agent before being run on the GC-MS. The methodvalidation comprised extracting samples of hair, nails and feathers in methanol overnight, drying down the extracts and derivatising with N,O-Bis(trimethylsilyl)trifluoroacetamide with 1.0 % trimethylchlorosilane (BSTFA 1.0 % TMCS)and ethyl acetate prior to analysis (Richards 2009, unpublished data).
In the preliminary stages of the research, samples were evaporated to dryness at 40ºC under a steady stream of nitrogen in a Techne Dri-block heater. However, this method was time-consuming, inconvenient and results lacked uniformity. Fitting samples beneath the needles prior to drying could take 10 – 15 minutes. Samples prepared from methanolic solution (1.0 – 2.0 ml) took at least 45 minutes to dry down, frequently over an hour. Extracted samples often tookseveral hours and even then were not completely dry. The system also required close monitoring and samples dried down at different rates within the heater. Reconstitution of samples containing a small residue of methanol resulted in incomplete derivatisation or reactioninversion. Work was occasionally delayed if a shipment of nitrogen was late, and the system was limited to 30 samples at a time.
Sample preparation is the cornerstone of method development. As such it should be easy to carry out, efficient and cost-effective, needing a minimum of consumables, particularly if it will be used in developing countries. Each step must be repeatable and reproducible prior to validation. Rapid and reliable preparation is especially important for anapplication such as this, where mitigating measures and monitoring strategies depend on obtaining accurate results in a timely manner. All samples must be free from artefact so that any incongruous results need not be attributed to sample preparation. Due to the problems outlined above, an alternate method of sample evaporation was required. The miVac DNA concentrator (Genevac Ltd, Ipswich, UK) was selected, not only because it has been successfully used in other similar applications9, but because of the ease and convenience of usage, specifically: the comparative speed of drying, increased number of samples that can be dried down simultaneously, and uniformity of the result. Samples prepared from solution (1.0 and 2.0 ml) required up to 15 minutes only to completely dry down while extracted samples took up to 1 hour. No residual methanol was detected. Up to 44 samples, prepared in either 2.0 or and 4.0 ml vials could bedried down simultaneously. Vial trays can be custom-made to accommodate the preferred vial volume(s). While the trayused for this work was designed to accommodate both 2.0 and 4.0 ml vials, if only 2.0 ml vials had been used then up to 78 samples could have been dried down at one time. Complete dry down was achieved in all case with confidence.
The miVac (Figure 2) dries by boiling the samples under vacuum. As the pressure in the system drops, so does the boiling point and therefore the temperature of the samples. Samples containing methanol will routinely boil at -20°C until they dry when they will warm up to the temperature of the system, typically not more than +40°C. The samplevials are spun in a centrifuge rotor during evaporation to prevent samples boiling over and any resultant sample loss and/or cross contamination. Vial holders can be custom made to accommodate the favoured vial size.
Figure 2 – miVac DNA concentrator
Using the miVac DNA concentrator with solid aluminium rotor, up to 44 samples could be dried down in approximately 15minutes, a great improvement on the nitrogen blow down system. There were no incidents of partial or incomplete drying,eliminating anomalous results due to poor or incomplete derivatisation. In addition, the miVac runs free from operator attention and requires no consumables, rendering suitable for use in areas were the supply chain of scientific materials may be weak.
Conclusion
At least 15,000 samples were dried down over the course of the method development and subsequent validation.Though this may represent a standard weekly run for a commercial laboratory, it is nonetheless a large number for a single PhD researcher to prepare and process. The sample preparation process and method validation were substantially improved by replacing the nitrogen blow down device with the miVac DNA concentrator. The analysis of diclofenac in feathers, hair and nails was facilitated and results could be interpreted with confidence. The concentrator purchased for this research will be shipped to the JKUAT laboratory in Nairobi so that it can be used for this application and in follow-up research.
References
1. Lees, P., Landoni, M.F., Giraudel, J., Toutain, P.L. 2004. Pharmacodynamics and pharmacokinetics of nonsteroidal anti-inflammatory drugs in species of veterinary interest. Journal of Veterinary Pharmacology & Therapeutics, 27, p. 479 – 490.
2. Gilbert, M., Watson, R.T., Virani, M.Z., Oaks, J.L., Ahmed, S., Chaudhry, J.I., Arshad, M., Mahmood, S., Ali, A. & Khan, A.A., 2006. Rapid population declines and mortality clusters in three oriental white-backed vulture (Gyps bengalensis) colonies in Pakistan due to diclofenac poisoning. Oryx, 40, p. 388 – 399.
3. Risebrough, R.W., 2006. Diclofenac: a new environmental poison in south Asia. Journal of the Bombay Natural History Society, 103, p.239 – 250.
4. Oaks, J.L., Gilbert, M., Virani, M.Z., Watson, R.T., Meteyer, C.U., Rideout, B.A., Shivaprasad, H.L., Ahmed, S., Chaudhry, M.J.I., Arshad, M., Mahmood, S., Ali, A. & Khan, A.A., 2004. Diclofenac residues as the cause of vulture population decline in Pakistan. Nature, 427, p. 630- 633.
5. Acharya, R., Cuthbert, R., Sagar Baral, H. & Bahadur Shah, K. 2009. Rapid population declines of Himalayan griffon (Gyps himalayensis) in Upper Mustang, Nepal. Bird Conservation International, 19, p. 99 – 107.
6. Swann, G., Naidoo, V., Cuthbert, R., Green, R.E., Pain, D.J., Swarup, D., Prakash, V., Taggart, M., Bekker, L., Das, D., Diekmann, J.,Diekmann, M., Killian, E., Meharg, A., Patra, R.C., Saini,M. & Wolter, K., 2005. Removing the threat of diclofenac to critically endangered Asian vultures. PLoS Biology, [Online] 31 Jan. 4, p. 395 – 402. Available at: http://biology.plosjournals.org/perlserv/?request=get- document&doi=10.1371/journal.pbio.0040066&ct=1[accessed 21 May 2009].
7. Swarup, D., Patra, R.C., Prakash, V., Cuthbert, R., Das, D., Avari, P., Pain, D.J., Green, R.E., Sharma, A.K., Saini, M. & Taggart, M. 2007, Safety of meloxicam to critically endangered Gyps vultures and other scavenging birds in India, Animal Conservation, 10, p 192 – 198.
8. Cuthbert, R., Parry-Jones, J., Green, R.E. & Pain, D.J., 2006. NSAIDs and scavenging birds: potential impacts beyond Asia’s critically endangered vultures. Biology Letters, [Online] 22 Feb., 3, p. 91 – 94. Available at: http://rsbl.royalsocietypublishing.org/content/3/1/91[accessed 21 May 2009].
9. Goebel, C, 2008, Sample Preparation for the Detection of Synthetic Analogues of Insulin in Human Serum. Laboratory News,January 2008, pp 20.
Acknowledgements
Purchase of the miVac sample condenser was funded by the Foundation for Analytical Science and Technology inAfrica (FASTA).
The detection of the abuse of synthetic insulins by doping laboratories is likely to become a routine requirement. The World Anti-Doping Authority (WADA) code normally requires the use of mass spectrometry to identify prohibited drugs but peptide hormones are currently excluded because of the difficulty of obtaining mass spectra from such large molecules at very low physiological concentrations. Recent developments in applying mass spectrometry to proteomics means that it is becoming feasible for doping laboratories to routinely apply such methodology to detect and confirm the abuse of peptide hormones. The methodology to detect and confirm the abuse of peptide hormones by mass spectrometry is preferred to the current use of immunoassays or other immuno-reactive techniques. Insulin is a clear example of how both endogenous insulin and its synthetic analogues can give a positive result with some immunological assays but mass spectral analysis can easily distinguish between them. The use of all types of insulin is prohibited by non-diabetic athletes but it is desirable if possible to identify which form of insulin has been used.
To use techniques such as liquid chromatography-mass spectrometry (LC-MS) to detect synthetic insulins requires that they be extracted and concentrated prior to LCMS analysis. This requires at least one evaporation of a solution with high water content. It has been found for insulin-containing solutions that a vacuum concentrator is superior to nitrogen evaporation as it is much faster and gives better recoveries.
Insulin is a peptide hormone consisting of two peptide chains that are cross-linked by two disulfide bridges (Figure 1). The two peptide chains are denoted as chain-A and chain-B. Five synthetic insulins were studied, Apidra (Aventis), Humalog (Eli Lilly &
Company), Lantus (Aventis), Levemir (Novo Nordisk Pharmaceuticals Pty. Ltd.) and Novorapid (Novo Nordisk Pharmaceuticals Pty. Ltd.), for the analysis in serum samples by liquid chromatography tandem mass spectrometry (LC/MS/MS) with electrospray ionisation. The synthetic insulins can be differentiated from endogenous human insulin because their amino acid sequence has been modified. The simplest modification is the swap of positions for the proline and lysine from human insulin to Humalog (B-chain residue 28 and 29), as highlighted in Figure 1. Humalog is then the hardest to differentiate by LC/MS/MS as the observed precursor molecular ions ([M + nH]+n) are the same but for the product ions there is a clear distinction. The m/z 217 is observed for Humalog fragment y2 (ProThr, B29B30) while for human insulin the m/z 226 is observed representing y3 – y1 (ProLys, B28B29).
Figure 1: Insulin amino acid sequence with disulfide bonds. The yellow highlighted amino acids indicate the a change from human insulin
Apidra, a rapid acting human insulin analog, has asparagine at position B3 replaced by lysine and lysine at position B29 has been replaced by glutamic acid (Figure 1). Three modifications have been made for the insulin analog Lantus: glycine replace asparagine at A21 and two arginine amino acids are added to the COOH-terminal of the B chain. Threonine has been omitted from Levemir and a C14 fatty acid chain has been attached to the B29 amino acid, resulting in a long-acting analog. Novorapid has the amino acid proline at B28 replaced with aspartic acid (Figure 1), which introduces an additional negative charge within the insulin molecule causing the rapid action of the product.
Apidra, Lantus, Levemir and Novorapid are easily distinguished by LC/MS/MS analysis as each has distinct precursor ions because of the variation in molecular weight as well as distinct product ions.
Extraction, Concentration and Analysis
Insulin was extracted from 2 mL serum samples using immunoaffinity chromatography columns followed by a solid phase extraction. The final volume of the purified samples is 1.2 mL in aqueous 2% acetic acid with 50% acetonitrile. The extraction technique implemented within ASDTL had been developed by 1Thevis et al.
The extracts were dried using either a Turbovap (Zymark) with nitrogen gas supply and water bath set to 35ºC or a miVac DUO with Quattro pump (Genevac – Figure 2). The samples were analysed on a 4000 Q TRAP (Applied Biosystems) with a gradient separation (Agilent 1100, CapPump Binary) using a XBridge Shield RP18 3.5μm 1.0 x 150mm column. Solvent A consisted of 95% H2O 5% acetonitrile and solvent B consisted of 90% acetonitrile 10% H2O both A and B had 0.2% formic acid. The gradient was constant from 0 to 2 minutes at 85% A, then reduced to 32.5% A to 14 minutes, solvent A increased back to 85% at 15 minutes and equilibrated the column at 85% A till 20 minutes.
Figure 2: miVac Duo concentrator system
Results
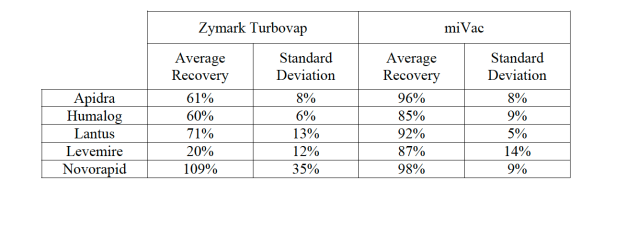
The samples would require up to 6 hours drying time using the Turbovap which resulted in the preparation taking two days before samples would be ready for analysis by LC/MS/MS. In comparison the miVac DUO dried samples in 2 hours using the alcohol method with heating set to 40ºC. The samples could then be extracted and ready for analysis within a single day. Furthermore the recoveries and recovery reproducibility of all five insulin analogs, Apidra, Humalog, Lantus,
Levemire and Novorapid, were significantly improved as shown in Figure 3.
Figure 3: Recovery and standard deviation for six replicate extractions by immunoaffinity chromatography
Summary
The use of the miVac DUO with Quattro DUO pump significantly improved the method for the detection of synthetic insulins in serum by being both much faster and by giving better and more consistent recoveries than obtained with nitrogen evaporation.
Reference
Thevis M, Thomas A, Delahaut P, Bosseloir A, Schänzer W. Qualitative determination of synthetic analogues of insulin in human plasma by immunoaffinity purification and liquid chromatography-tandem mass spectrometry for doping control purposes. Anal Chem. 2005 Jun 1;77(11):3579-85.
The effectiveness of ADME/Toxicology studies is, now more than ever, critical to the shortening the time-to-market of novel drugs. An ability to obtain rapidly accurate and reliable data from animal models in order to track the metabolic fate of a novel chemical entity in vivo is now a key skill in the drug discovery industry.
Traditionally, the metabolites are tracked through labelling, whether radioactive or dye-labelled, with percentage recoveries calculated after harvesting of key tissues from the animal model. Whilst there have been moves away from radio-labelling in recent years because of the cost and inconvenience associated with working with “hot” materials, it still has much to offer in metabolite tracking. Large fluorescent dye molecules it is now thought, may act as artefacts and actually alter the metabolic fate of certain compounds by interacting in unexpected ways at the cellular chemistry level. Radionuclides, on the other hand, share the same stereochemistry as their stable isotopes and thus behave in exactly the same manner as far as their pharmacokinetics are concerned. It is thought, therefore, that we are still some way off from the time that we can dispense with radio-labelling for such studies entirely.
One of the traditional problems associated with radio-labelling is the accurate calculation of recoveries. This is essential information for the biochemist attempting to ascertain the metabolic pathways for a new drug and the acceptability of low levels of by-products of metabolism in certain tissues. Thus some attention must be focussed on the methods used to ensure the most accurate and timely calculation of recoveries.
The use of microtitre plates which are coated or impregnated with a scintillator allows the use of automated photometric detection platforms such as the Packard TopCount or Wallac MicroBeta to visualise and count the radioactive decays occurring in each well of the microplate over unit time. Emitted alpha or beta particles from the isotopic label strike a solid scintillant molecule. The particle is absorbed and through a molecular cascade mechanism, a photon is emitted. For each collision event, one photon is produced, so the direct correlation enables quantitative measurements to be made. This is now the standard method for calculating recoveries, as the observed counts per minute (cpm) values from the sensitive photomultiplier detectors can be directly correlated through software to provide concentration data or percentage recovery based on known initial doses.
There are two plate types in use for these studies. The solid scintillant type plates have the scintillator impregnated into the plastic matrix itself. These plates, such as the Scintiplate from Perkin Elmer, are easy to use and give consistent results, but sensitivity is sacrificed, as emitted particles must penetrate the plastic wall of the well before a collision with a scintillant molecule is possible. In addition, scintillant is spread evenly throughout the plastic plate, whereas the sample is typically concentrated at the bottom of each well. In the alternative plate type, a slurry which contains the scintillant and a binding compound is coated onto the inner surface of each well. Perkin Elmer Luma Plates are an example of this type of technology.
Because the sample is now in very close proximity to the scintillant, sensitivity is vastly increased, thus giving more accurate recovery data and reducing the necessary counting time. In addition, it has been found that scintillant can become detached from the well wall and closely mingles with the sample. By drying down the liquid sample it is possible to concentrate the sample/scintillant mixture in a very small spatial area.
The studies we have carried out here at Sanofi-Aventis show that by using a centrifugal evaporator of the type supplied by Genevac Ltd, and using Lumaplates, it is possible to increase the sensitivity and hence recoveries considerably. The Genevac HT-4 Centrifugal Evaporator combines a centrifuge with a vacuum assisted evaporation system to quickly dry down the plates whilst preventing crosscontamination from well to well. We have found in our studies that the extra gravitational force applied to the sample slurry in each well causes the scintillantsample mixture to dry as a tight pellet at the bottom of the well.
The result of such pelleting is that the photomultiplier head captures far more of the emitted photons than is the case when the scintillant is distributed evenly around the well. This extra sensitivity has allowed us to reduce count times, which together with the accelerated drying times given by the Genevac evaporator, has significantly contributed to improved throughput in our department.
Consulting with the supplier and industry colleagues we are aware that similar results have been experienced at our Montpellier, France site and, according to Genevac, at Laboratoires Fournier and Pfizer Global Research in the UK. We decided to further study this effect by comparing results from an older Savant Speedvac 250 machine, which is also in our lab. Our results showed that whilst the Savant unit also increased sensitivity slightly with Lumaplates, the lower g-force meant that the slurry dried more on the walls and less in the bottom of the well. The best results were clearly demonstrated by the higher g-force Genevac machine. The applied force in this case is equivalent to around 500G and this has proved more than adequate for our needs. It is not at all clear that any higher g-force would give better results, as the Genevac seems to apply sufficient force to concentrate the sample adequately central to where the photomultiplier head will have highest read sensitivity.
It can therefore be concluded that the use of Luma plates and Genevac evaporators has therefore contributed to increased efficiency in the ADME analysis laboratory at Sanofi Aventis by shortening both sample preparation times and analysis times. With the direct correlation between early phase critical pathway lengths and overall time to market for new drugs it is easy to see that this system has a relatively short payback time. It also demonstrates that there is still a useful role for radio-labelling in drug discovery.
Drying high performance liquid chromatography (HPLC) purification fractions, principally comprising water and acetonitrile, is a routine yet essential task in many laboratories. The requirement is to dry the samples to a powder form, such that samples can be accurately weighed, easily sub-sampled and redissolved. Freeze drying is therefore the preferred technology, however, large scale traditional freeze driers may have difficulty processing the organic solvents which can boil out of the samples and damage the vacuum pump. Actelion Pharmaceuticals adopted the fast lyophilisation (LyoSpeed™) methodology developed by Genevac1, and implemented this using the Genevac HT-12 centrifugal evaporation systems. The LyoSpeed method concentrates the organic solvent with the centrifuge controlling boiling preventing sample loss. The system then drains the organic solvent from the condenser and then lyophilises the remaining water. This works well for hydrophilic samples but problems may arise where the sample cannot dissolve in only water – when the organic solvent is removed – the sample then crashes out and/or forms an oil. Such samples require further processing to achieve the desired dry powder form.
Limiting Factors
The success rate (fully lyophilised versus oily compounds) over a standard compound library was averaging approximately 50% with the extremes being as low as 30% or as high as 90%, depending on the compound properties. The simple route to achieving a higher success rate would be to lyophilise the samples with acetonitrile still present in the samples. Unfortunately, this was not possible with the existing equipment.
The limiting factor lies within the hardware, in particular the temperature performance of the solvent condenser (VC3000) of the HT-12 evaporator. The minimum temperature that the VC3000 can achieve is -50°C. This in turn limits the vacuum level that can be achieved in the evaporation system. For good lyophilisation the vacuum should be as low as possible, and ideally below 0.1mbar. For example, at 0.5mbar pure water will boil at -32°C, however, at this low vacuum the boiling point of acetontrile falls to -61°C so it will boil out of the cold trap and choke the vacuum pump, causing the pressure in the evaporation system to rise. As the pressure rises, so does the boiling point of the solvents, leading to poor lyophilisation results, and possibly to complete lyophilisation failure. Whilst the aim of the LyoSpeed methodology is not true lyophilisation, such as may be achieved during production of vaccines, but production of a dry, amorphous powder, rather than an oil. As with true lyophilisation, the better the vacuum, the better the result.
Developing an Superior Solvent Condenser
The solution to the problem seemed clear; a colder condenser was required, one that could condense and hold acetonitrile at a low vacuum. Working with the Engineering team at Genevac, a series of trials was initiated to benchmark the VC3000 against a VirTis Benchtop K -85°C freeze drier (BTK), connected to the HT-12 evaporator.
The results from this lead to the development of an new condenser for the HT-12, called the VC6000 (Figure 1). The design of the VC6000 evolved from the BTK and has been enhanced for higher condensing power, shorter defrosting times, along with the high levels of solvent resistance of a Genevac system.
Figure 1 – Genevac HT-12 with VC6000 condenser
Materials & Methods
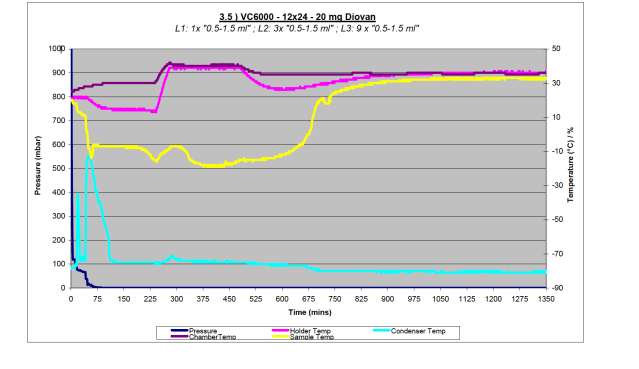
The Genevac HT-12 evaporator was used, connected to the VC3000, the BTK, or the VC6000 condenser. Samples comprising 10ml of a 50:50 mix of water and acetonitrile were prepared in 16mm diameter by 100mm tall glass vials, wall thickness 1.2mm. 24 tubes were held in a solid PVDF plastic sample holder and placed in the swing of the HT-12 evaporator. The solvent in each tube contained either: no chemical compound, or, 20mg Diovan, or 20mg of a commercially available, rather lipophilic building block, Phthaloyl-beta-alanine (AI028492). Diovan and AI028482 are both known to be difficult samples to lyophilise from HPLC fractions, and so constitute a “worst case” sample. Each condenser was tested under two load conditions, either with 4 racks of samples – 96 tubes, or a full load of 12 racks – 288 samples.
The method used for all samples and each condenser was the same: 1. Dri-Pure® vacuum ramp over 1 hour to control boiling / bumping 2. Full vacuum with no heat for 3 hours 3. Full vacuum with heat to the sample holders at 40°C for 4 hours 4. Full vacuum with no heat for 18 hours
Stage 4 was excessively long and was used in this way for testing, the actual time to dry can be determined from the chart of logged data.
Results
Following lyophilisation, the condition of the compound in each tube was evaluated as lyophilised successfully to a diffuse powder, or, had formed a light oily sample, or the residual volume of solvent in each tube was estimated. The drying time is taken as the time to temperature convergence of the sample holder and the sample.
Figure 2 – Lyophilisation results for each test condition
Discussion
Where no sample was present a 100% success rate was expected, it was therefore surprising that 2 of the 96 samples in the BTK did not dry. As this result was not replicated with the higher sample load and was not investigated further – it appears to be an aberrant result.
The performance of the VC3000 when processing real samples was the least successful. The Benchtop K had a better performance but had an inner volume too small for lyophilisation of 288 vials, with the VC6000 performing most successfully, which was in line with expectations. There were two points of interest:
1. Why was the performance of the VC6000 with Diovan so different between the low load and the high sample load? The drying time for the lighter load is also much longer, which is counter intuitive. 2. Given that in each test, the sample in every position is exactly the same, having been drawn from the same stock solution, why is the drying performance so variable between tubes?
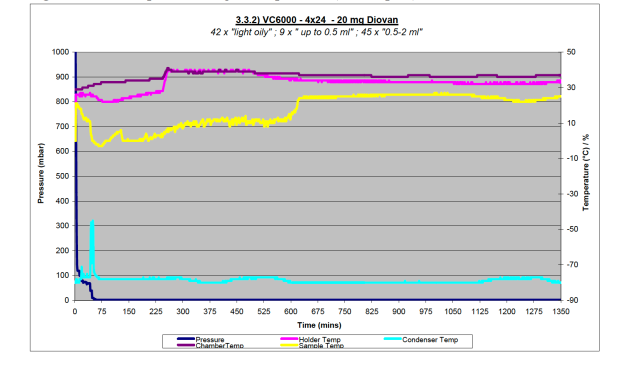
The reason for the difference between two Diovan containing tests with the VC6000 is apparent when studying the data plots from the trials, shown in Figure 3a and 3b. In Figure 3a showing the light sample load, the yellow line shows the sample temperature, this never converges with the pink line of the sample holder temperature. This would indicate that samples were still wet, as is born out in the results.
Figure 3a – Data plot from light sample load (96 samples) with Diovan on VC6000
The reason for this was not immediately apparent, and required further investigation. It was found to be inadequate vacuum, approximately 1.5mbar, where samples are less likely to freeze and do not dry well. The ultimate cause of this problem was slight deterioration of vacuum performance of the Scroll vacuum pumps. The choice of Scroll pump is ideal for a system which processes organic solvent vapours, having no oil which may suffer attack. As with any pump, to ensure the optimum performance and gain the best results, regular service is required. In the case of the
Scroll pump routine attention to the tip seals every 3 months maintains performance, is easily done and creates little mess.
Figure 3b – Data plot from high sample load (288 samples) with Diovan on VC6000
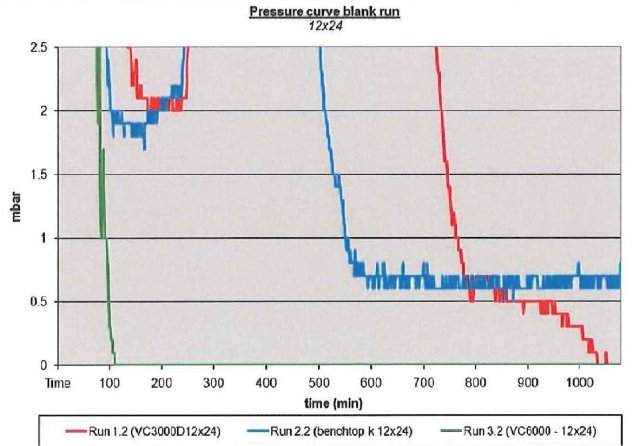
If we study the pressure curves for the three different condensers on processing the same samples, in this case just pure solvent under heavy load, shown in Figure 4, the more powerful and colder condenser (VC6000) is able to keep the pressure low, indicating superior trapping of the solvent. There are two important elements to maintaining the low pressure required for successful freeze drying, good vacuum and a sufficiently cold and powerful condenser.
Figure 4 – Data plot of pressure performance of all 3 Cold traps under high load
It is difficult to account for the variation in drying performance between tubes in each test. The results for the VC6000 were accurately mapped, one such is shown in Figure 5. As is evident, the tubes that do not dry tend to be those on the edges of the sample holder, however, there are some more centrally located tubes that also do not dry. Figure 5 is typical of all results. One theory which could help account for this pattern is that the centrally located tubes benefit from the cooling effect of the neighbouring tubes, and so freeze and dry more effectively. However, were this the complete explanation, then one would expect to see every peripheral tube fail to dry.
Close observation of the tubes that failed to dry shows no tide line, and suggest that the sample froze, lyophilised and thawed / collapsed – can we conclude that they only sub cooled and evaporated? This is possibly true, however it is not a complete explanation.
Contamination was ruled out as a cause due to scrupulous use of clean new glassware, solvent and samples for every test. An alternative explanation would be due to film formation over the surface of the sample by the compound itself, which would present resistance to, or a total block to evaporation. The concept of “cake resistance” is well described by users of true freeze drying systems, and increases in probability as the depth of sample increases. Results from drying libraries of real research compounds has shown that samples where a film is formed presents a total block to drying, resulting in several millilitres of liquid remaining. Those working with samples report that some libraries with certain chemical properties are prone to form a film. In the case of the trials with AI02492 (Figure 5), it remains unclear as to why a few samples failed to dry. Film formation is one possible cause, however, it cannot be explained why 14 samples failed to dry, whereas 274 dried fully.
Figure 5 – Location of wet tubes following lyophilisation from high load test using AI02492 with VC6000
Key – Yellow = <0.5ml Red = <4.5ml White = dry powder
Summary
The tests have shown that the VC6000 delivers superior freeze drying performance, especially under high load, to the other systems tested. Vacuum performance of the system is critical to achieving good results, this requires a vacuum tight system and a sufficiently cold, sufficiently powerful condenser. The VC6000 condensor has been implemented into the daily workflow, and similar evaporation results for “real libraries” of samples containing a wide range of compounds with highly variable solubility patterns (some eluting in 90% organic, and others eluting in 90% water), are routinely observed Some samples are now processed in tubes held in aluminium sample holders, providing identical results.
Acknowledgements
The author gratefully acknowledges Viktor Ribic, Senior Lab Tecnician in the Chemistry Department at Actelion Pharmaceuticals, Allschwil, Switzerland, for his many hours of experimental work, and for providing the results data presented here.
Reference
1. Developments in Laboratory Scale Lyophilisation for Purification Laboratories. Dr Induka Abeysena & Rob Darrington, 2006, available via www.Genevac.com
By: Rob Darrington, Product Manager, Genevac Ltd., Stephen Pickrahn, Senior Scientist, International Flavors & Fragrances Inc.
Introduction
In the quest to find novel flavor ingredients from nature, powerful equipment that can produce and concentrate fractions derived from natural extracts is essential. Conventionally, many steps of fractionation and evaluation are necessary until a compound is obtained at the purity required for structural analysis.
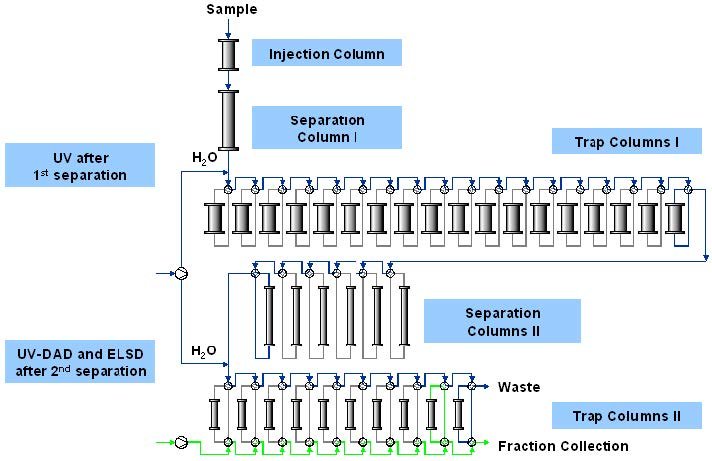
International Flavors & Fragrances Inc (IFF) has developed a state of the art fractionation process using the most modern equipment for this purpose. Key components of this system are the Sepbox® instrument made by Sepiatec GmbH (Germany) and the Genevac® HT-24 (Genevac Ltd., UK). The Sepbox allows for two dimensional, preparative scale fractionation of natural products using high performance liquid chromatography – solid phase extraction (HPLC-SPE). In sequential HPLC-SPE / HPLC-SPE steps individual components are isolated from complex mixtures. The Sepbox automates all of these stages.
How it all starts
The increasing demand for “natural” products makes natural product research a potentially lucrative point of research emphasis. The vast variety of plant and animal sources that have been traditionally consumed by mankind makes selecting staring materials crucial for a time and resource efficient approach.
In order to narrow down possible sources for extraction, IFF conducted wide ranging consultation both internally and externally. IFF employs research chefs and flavourists, which were very helpful in directing our sample sourcing. The IFF chefs provided ideas on materials but also prepared several foods as a starting point for extraction. Besides internal recommendations we also researched traditionally used foodstuffs from all around the globe and consulted many other food professionals.
Little is known about the properties a compound must exhibit in order to be taste-active, we believe an exhaustive extraction over a wide range of polar compounds to be the most promising approach. A series of three successive extraction techniques were used, cold and hot organic solvent as well as water are employed. It is quite a challenge for a researcher to look at a flask full of dark, crude “sludge” and liquid as a great deal of work is necessary to isolate just one particular molecule from all of the other materials present. The predicament is that we do not want to loose any potentially successful compounds, but we also don’t want excessive equipment downtime because our samples deteriorate system performance. Several techniques are described in order to remove unwanted components such as chlorophylls and fats [1] which prove useful.
The fractionation process
The design of the Sepbox (figure 1) allows either dry or liquid injection of several grams of sample material. Dry injection is used by IFF. The sample is coated onto a reversed-phase (RP) carrier material. The first fractionation is time-based, using a water-methanol gradient and an ultraviolet (UV) detector. This first separation step yields 16 sub fractions that are trapped onto SPE columns. Each of these initial fractions is further fractionated by a second separation which uses a water-acetonitrile gradient and UV, evaporative light scattering detection (ELSD) detection to monitor the separation. At this point it is an option to trap by time again or by peak, sending the baseline to waste and reducing the number of fractions requiring subsequent workup. In order to streamline our process time-based fractionation is used, giving a constant number of fractions for each sample.
Figure 1: Design of the Sepbox
The second trapping is set up to yield 19 sub-subfractions. For trapped polar compounds a different setup is in place which gives 29 fractions. After the first trapping compounds are separated with a wateracetonitrile gradient and directly collected into a fraction collector. A mix of organic solvents is used to elute all the other trapped compounds and collect them in a fraction collector.
The Drying Challenge
Each separation run yields 320 sample vials total, each with a volume of approximately 45ml. The Genevac HT-24 (figure 2) was chosen to dry the samples, because it has two chambers with a large individual vial loading capacity. The vials used to collect the fractions aren’t a standard size, therefore
Genevac designed a custom sample holder to fit. The system can evaporate 192 vials at a time (96 per chamber). Within two days all fractions are dried and ready for further liquid handling and testing. 285 vials contain 45ml of ternary organic solvent mix, with approximately 5% water. Another 35 vials come from a water acetonitrile gradient, from 0 to 100% of each solvent. Conditions for evaporation must be gentle since degradation or even evaporation of possible target compounds would be a great loss. In the evaporator the evaporation conditions are carefully controlled to provide fast and safe evaporation. The Dri-Pure® system built into the evaporator prevents bumping and cross contamination, and the software in the system controls and monitors the pressures and temperatures of the samples. Temperature measurement is via a thermocouple placed in the sample holder, an additional thermocouple is placed into a sample to provide further feedback on the evaporation process.
Figure 2: Genevac HT-24
Conclusions
Natural product derived discovery of novel flavor molecules is a highly complex process. Natural product sources yield complex extracts containing many components which may not lend themselves to processing and analysis via traditional laboratory equipment. Based on wide consultation and literature search scientists at IFF have developed a well optimized process to extract, separate, process and evaluate natural product derived sources of flavor molecules.
Every stage of the process must be fully evaluated to ensure that by introducing one element of automation a bottleneck or other problem is not created down stream.
The authors
Stephen Pickrahn is a senior scientist working at International Flavors & Fragrances R&D facility in Union Beach, New Jersey, USA. (Phone: 732-335-2587, e-mail: stephen.pickrahn@iff.com).
Rob Darrington is Product Manager for Genevac, based at their Ipswich, UK head office.
References
[1] Hostettmann et al., Preparative Chromatography Techniques, Springer 1998.
Acknowledgements
Sepbox® is a registered trade mark of Sepiatec GmbH, Berlin, Germany.
Genevac® & Dri-Pure® are registered trade marks of Genevac Ltd, Ipswich, UK.
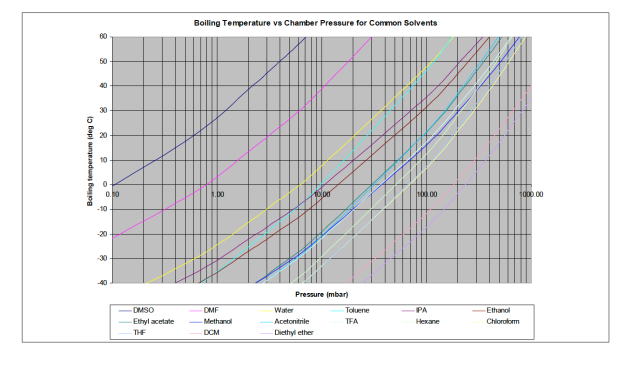
Usually we mean things with a boiling point significantly higher than water. The graph below shows a range of solvents, with two well known HBP solvents,
DMF (Dimethylformamide )
DMSO (Dimethylsulfoxide) occurring to the left of water (which is in yellow) on the graph.
Other commonly used HBP solvents include NMP (N-Methyl-pyrrolidone), DMAc (Di-Methyl-Acetamide).
Many people believe these solvents are “difficult” or “slow” to remove. This is actually not the case provided that you do things the right way. Read on for more information.
What are the key things to remember?
There are two main points (which will be explained more fully below).
• Always pre-heat the evaporator chamber to prevent condensation
• You need full vacuum (or as close as you can get to full vacuum)
If you take nothing else away from reading this document, remember these two things.
1 Chamber Heating
When evaporating a volatile solvent such as methanol you will probably be removing solvent with a boiling point (at the pressure present in the chamber) of -20oC or less. This requires a very cold condenser to capture the vapour.
But with HBP solvents, the solvent ‘s BP may be as high as +25oC (or more). This presents an entirely different challenge, because it is in fact too easy to condense. It will condense on any object it comes into contact with that is less than 25oC (or whatever the boiling point is). If the right precautions are not taken, this might be the chamber walls, the rotor or the pipework to the condenser.
All Genevac HT systems have chamber heaters, which enable the system to warm the aluminium chamber.
Preheating the chamber in a Genevac Series II instrument is very straightforward. When setting the parameters for the run in question, set “Chamber Heat” to “Wait to Heat” and 40 degrees. This means that the system will not start until the chamber is up to at least 40oC. When you press “Start” to commence the run, you will see a message “Pre-heating chamber” on screen, and the system will not start to spin the rotor (or pump down to vacuum) until the chamber has reached the desired temperature.
You only have to program this in once, and from then on it will be implemented every time you run this program.
There is a certain delay associated with pre-heating the chamber. Some users may be so short of time they wish to circumvent this delay. Do not be tempted to save time by missing out the pre-heat stage – condensation of DMSO (or similar) in the chamber is so messy to clean up that you will regret such false economy very soon.
If the time penalty of the pre-heating really bothers you, look at the “Advanced techniques” section at the end of this document for ways to get the job done faster.
2 Full Vacuum
Before dealing with this topic, let’s go over how Genevac’s temperature control system works.
Inside the chamber, stationary infra-red lamps shine onto the metal swing or sample holder (depending on the format used) as it spins past, and heat is then conducted from there into the samples. It is this heat flow that fuels the removal of solvent. When the solvent is boiling, the sample temperature is governed by the boiling point of the solvent, but when the solvent is gone and the sample is dry, the sample temperature rises up to meet the temperature at which the sample holder (or swing) is controlled.
To ensure that the sample is never overheated, Genevac systems keep the swing (or sample holder) at a temperature no greater than the maximum permissible temperature for the sample, throughout the evaporation run. The amount of heat flow into the sample is governed by
• the heat flow resistance (which is down to the design of the sample holder and swing)
• the temperature difference between the swing (or sample holder) and the sample itself.
For example, a user might specify that the sample temperature must not exceed 40oC . Thus the swing will never go above this temperature. If the solvent was a typical volatile solvent, the boiling point might be -20oC or less, and so there would be 60 degrees temperature difference between the swing and the boiling sample. This temperature difference will allow a lot of heat to flow into the sample, and boiling will be rapid.
But what if the sample was DMSO? Furthermore, let’s say we tried to run the evaporation at 2 mbar. As the graph at the start of this document shows, DMSO at 2 mbar boils at something like 38oC. That means there would only be 2 degrees difference between swing and solution. This is a pitiful difference, and is not going to drive very much heat flow at all.
Evaporation of the DMSO would be painfully slow, if not non-existent. What if instead we got the pressure down to 1 mbar? Now the boiling point is more like 27oC. Now we have 13 degrees difference between the swing (at 40oC) and the boiling solvent. This will remove the solvent 6.5 times faster than at 2 mbar.
If we can get down to 0.5mbar we can get the boiling point down to 18oC, which means 22 degrees difference, 11 times faster than at 2 mbar.
The point here is clear. The better the level of vacuum, the faster you will remove the DMSO.
There are a few things to bear in mind here:
• Any leaks will have a significant impact on run times. Keep an eye on all door seals and ensure all pipe joints are tight after any maintenance.
• Pump performance is crucial. Some competitor’s pumps feature “gas ballast” to give the pump better solvent resistance and this reduces the ultimate vacuum level. Genevac’s unique “Cole pump” is vapour tolerant so does not need any such feature, and has maximum vacuum level performance even if solvents are passed through it.
• Maximum SampleGuard™ temperature has a big impact.
This last of these is quite significant. In the example above, we had a max temperature of 40oC, and a boiling point of 18oC, making a temperature difference of 22 degrees.
If we had instead had a maximum temperature of 50oC, the temperature difference would be 32 degrees, which means evaporation would proceed 45% faster.
So if you want to dry the samples faster, make sure you know exactly what your maximum permissible sample temperature is. Every extra degree you are safe to use will help.
In Summary
When programming for a HBP solvent, select the following parameters
Advanced Techniques
This section shows some things you can do if you want to get even more performance from your system.
1. Faster Running
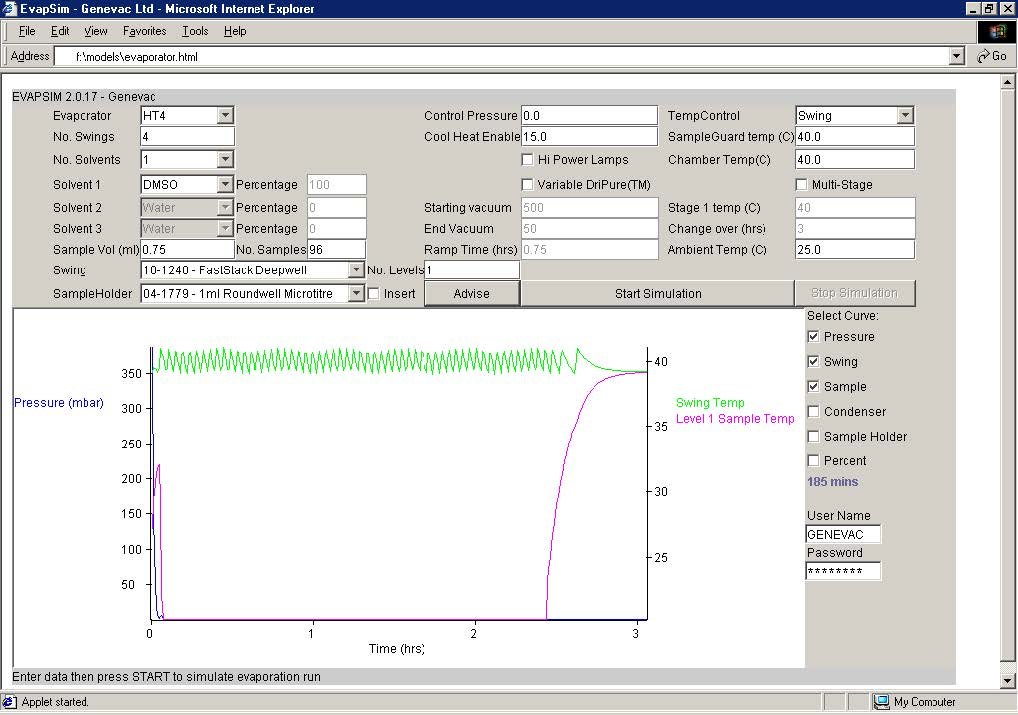
The following pictures show runs using the Genevac simulation software (which is not available for customeruse but which all Genevac sales reps have access to).
For clarity we are just modelling a single microtitre plate with 0.75mls per well in each position of a 4 position Genevac HT4.
The pink “sample temperature” curve rises to meet the green swing temperature curve when the solvent is gone. So in this run, the solvent is gone after 2.5 hours.
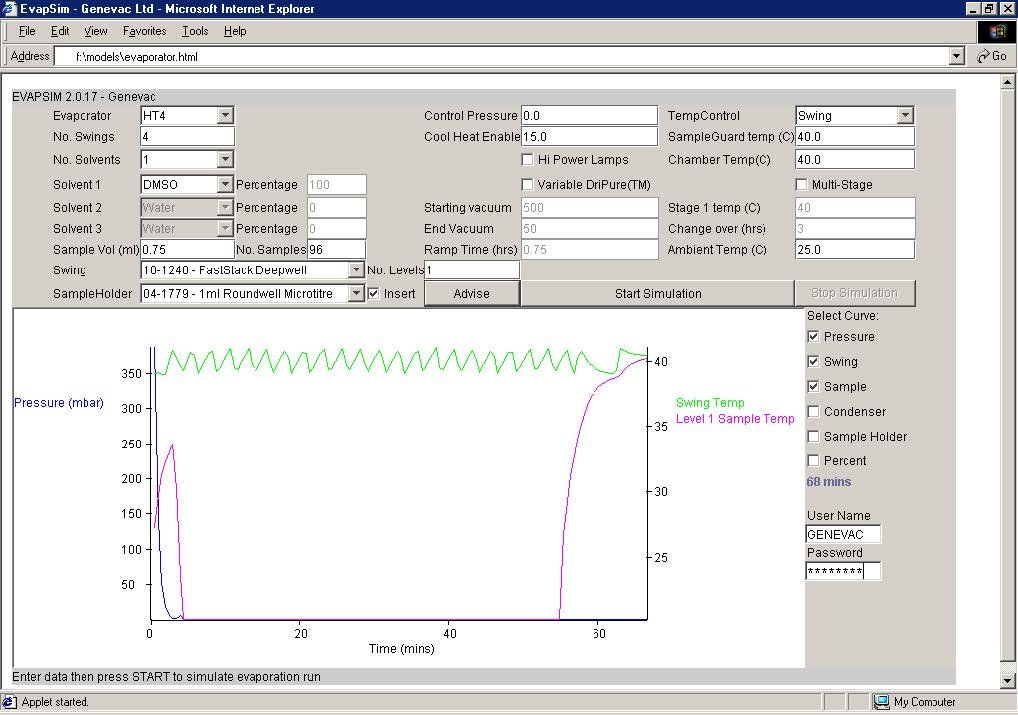
Genevac Heat Transfer Plates
Now, microtitre plates are notoriously poor heat conductors, and this becomes a big issue in a situation (like with DMSO) where heat flow into the solvent is so important. In the next picture, you can see the difference when the patented Genevac “heat transfer plate” is used in conjunction with the microtitre plate.
This has dried in under an hour.
Clearly these heat transfer plates can make a huge difference if you are using microtitre plates
If you are interested in these, • download the Genevac “Accessories Brochure” from the Genevac website (a PDF file) • find the “heat transfer plates” • check that the microtitre plates that you use are one of the brands supported • if so, get in touch with your sales rep, quoting a part number from our catalogue
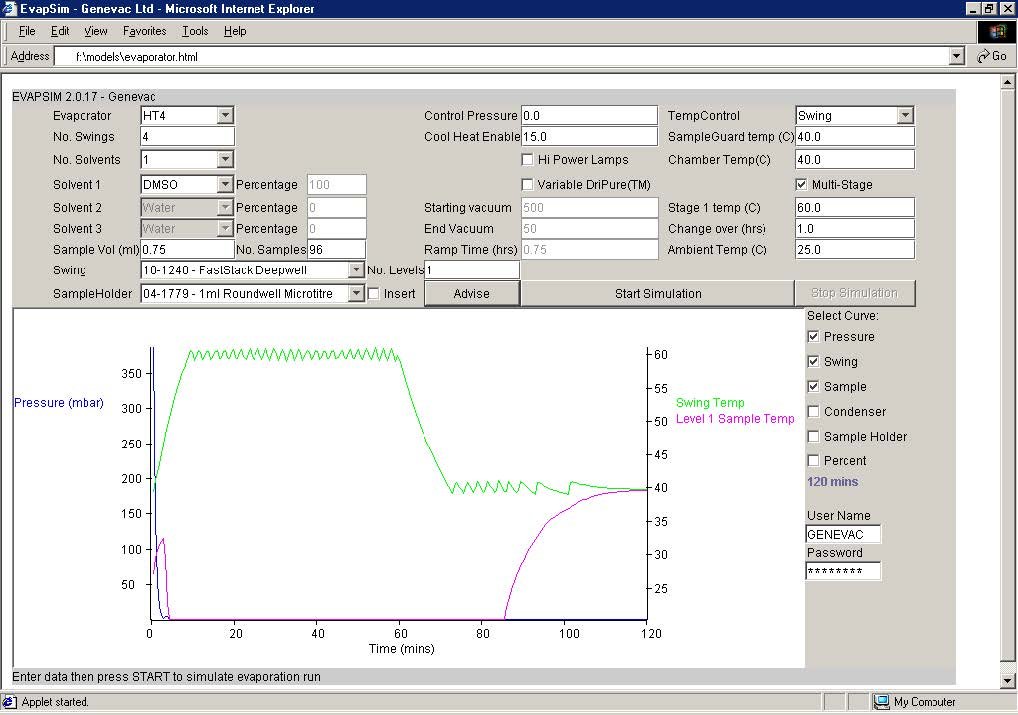
Multi Stage Runs
There are other things you can do to speed up a run with an HBP solvent.
In the next example, we have taken advantage of the simple fact that while there is still some solvent in the samples, their temperature will be “held down” by boiling solvent. It is therefore possible to set the SampleGuard™ temperature higher than the max for the sample, provided that we return it to a safe level before any samples are dry.
It can be seen that this technique reduces the runtime (though not as much as the use of the heat transfer plates). The technique must be used with care, however. If the initial hot stage is made too long, some samples may dry while the swing is still hot and be overheated.
To find out how long it is safe to make this first “hot” stage, do a trial run with • the smallest amount of solvent you are likely to use (pure solvent, no actual samples) • a second temperature probe connected to the SampleGuard™ channel 2 and dipped into an edge well of one of the microtitre plates • Set the SampleGuard™ control temperature to the high figure you intend to use for the first “hot” stage. • Watch the temperature recorded by the sample probe. At the end of drying it will rise. Record the time.
The edge wells are usually first to dry, so this test will tell you when the first wells in the plate are dry. This gives you an absolute maximum for the duration of the first “hot” stage.
In the previous example, runtime has come down from 2.5 hrs to under 90 minutes, and this is without any extra equipment or purchases, just some reprogramming.
Note that this example is purely an illustration, using one plate per swing. With two microtitre plates per swing, the savings would be from 4.5 to 3.5 hours. Not as impressive sounding but still significant.
Programming a multistage run on a Genevac Series II system is straightforward. Each program can link to another program when it finishes. The number of the run it will link to is shown on the 2nd line of the settings screen. If this is set to 0 then the run will not link to any other run.
2 Faster Preheating
Pre-heating the chamber before running with a HBP solvent (as part of the program) can be a lengthy process, taking up to 45 minutes, because it can only use the chamber heaters to heat the chamber.
There is an alternative approach.
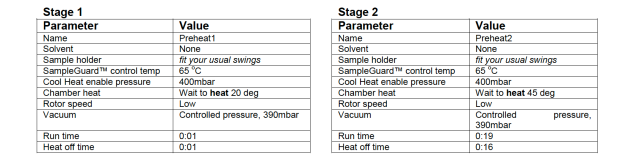
What you do is write a dedicated two stage “preheat” program. This is something you run before putting the samples in, and which is entirely to warm up the evaporator chamber quickly.
NEVER run this program with samples already loaded.
What does this do?
The chamber is heated • The swings are heated with full lamp power • There is plenty of air in the chamber so the heat going into the swings passes to the chamber walls by air conduction • There is a 3 minute period at the end where the lamps are off but the machine is still running. This is so that the swings are not too hot to touch when you load the machine.
After running this for 20 minutes (plus stopping time) you can then load the samples and begin the “real” run.
Note that the “real” run should still have “Wait to heat 40 deg” as its chamber heat settings. However, the time taken to get to target chamber temperature will be far less because the chamber will be most of the way to target temperature already.